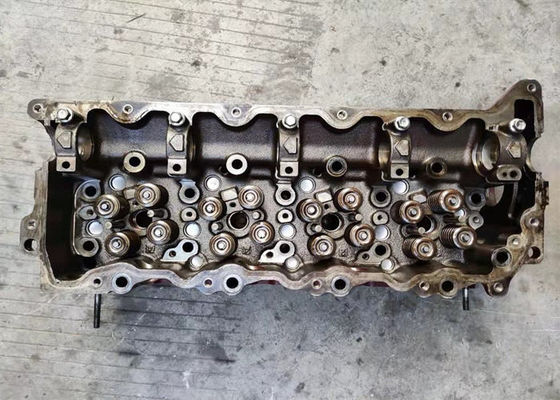
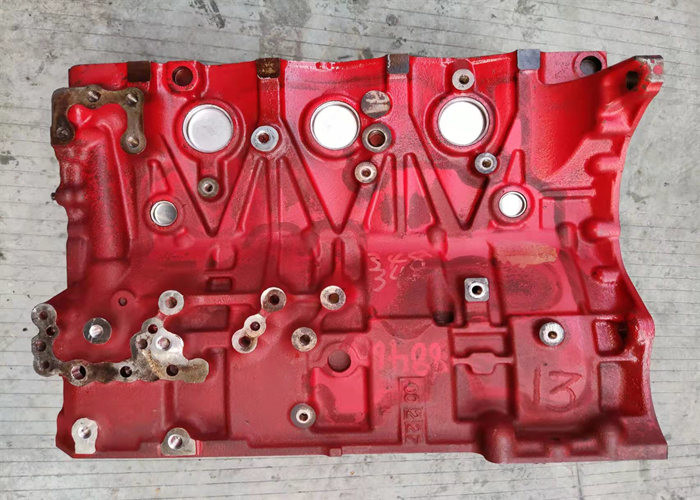
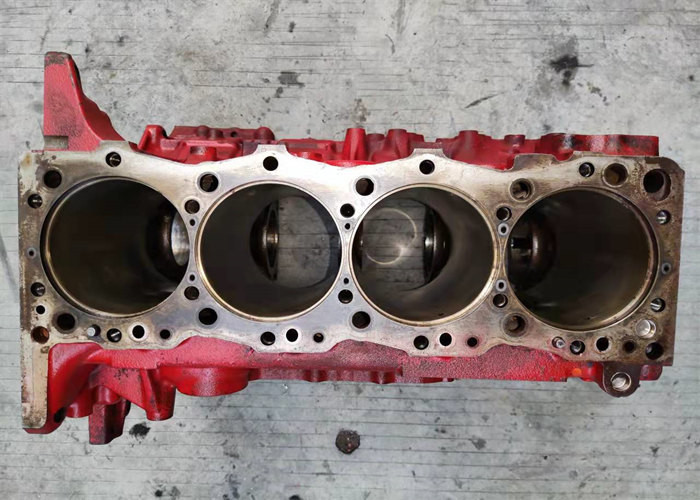
J05Eは掘削機SK200 - 8 SK250 -のためにエンジン ブロックを8 11401 - E0702使用した
指定
| 車の名前:エンジンのシリンダ ブロック |
| 型式番号:J05E |
| シリンダー打撃:130 |
| シリンダー直径:112 |
| 適用:掘削機 |
| 弁:16弁 |
| 冷却:水冷 |
| 注入:電気 |
| 仕事の形態:ターボ |
| シリンダーの数:4 |
記述
適当な投げるプロセス
エンジン ブロックの生産のために、多数の投げる技術は適用される。経済面から、大量生産されたエンジンのために、サイクル時間が怯固によって限られないところ、砂型(「中心パッケージ プロセス」の)を使用して非常に自動化された投げる方法
条件はサイクル時間が限られているダイ カスト方法と、競っている。
現在作り出されたアルミニウム エンジン ブロックの大半、特にインラインにsixcylinderエンジンへの3は費用効果のためのHPDCプロセスを使用して作り出される。このプロセスは高い生産性によってが特徴付けられる、生産の容積は大きくなければならない
かなり高い用具の投資の元金回収を保障する十分
。
鋼鉄型の適用は適当な投げる合金の範囲を限る。原則的には、HPDCの技術は開いたデッキ エンジンのブロック デザインの製作だけ可能にする。しかし明瞭に減らされた水ジャケットの深さおよび共同形成されたシリンダ・ボアと、の認識
ほとんどのインライン エンジンの条件を満たす十分に堅いシリンダー区域の開いたデッキの変形は可能である。またHPDCの鋳造方法の高圧そして熱圧力に抗する特別な目的のために建てられた砂の中心はニッチの塗布(上のためにもたらすことができる
閉鎖したデッキの設計の性能エンジン)、しかしこの選択は通常考慮されない。
高圧はダイ カスト次元、形および位置の点ではかなり正確な輪郭および非常に狭い許容を提供する網形の部品の近くにある。非常に乱流型の詰物が原因で、ある程度の投げる欠陥(特にガスの包含)は不可避である。この効果は高度の真空の技術の適用によって償うことができる。再供給の可能性はゲート システムの早い怯固の結果としてが限られる、時として、収縮キャビティのローカル形成はある場合もある
ローカル スクイーザによって逆らわれる。
薄い壁区域では、高圧ダイ カストの高い怯固率は重要な強さのレベルに導く。慣習的なHPDCプロセスによって作り出されるエンジン ブロックは通常ように鋳造物の州で使用される。熱処理(例えば解決の熱処理および人工的な年齢堅くなること)
または溶接操作は一般にこれが洗練された高真空の技術の適用を要求するので避ける。
![]()
![]()
![]()