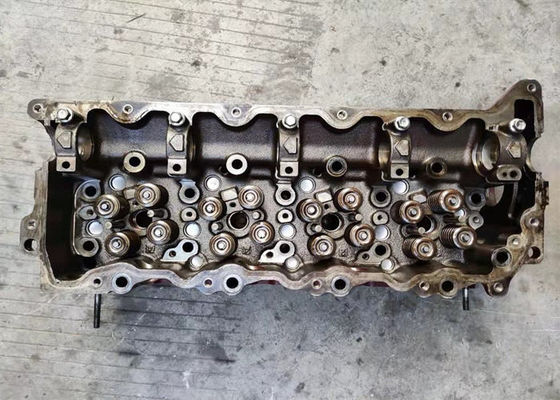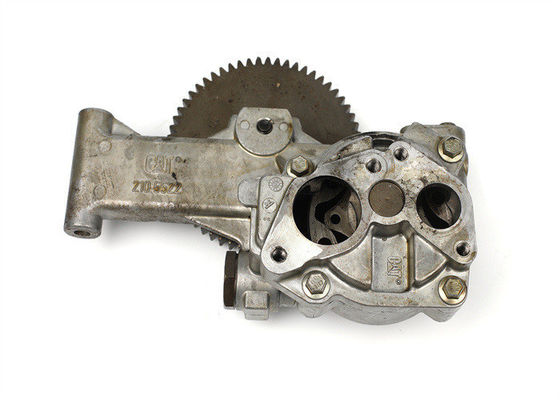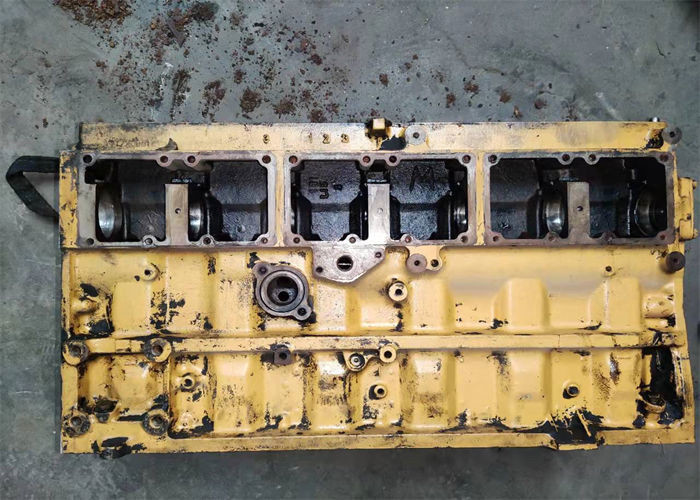

C7掘削機E329Dの221 - 4479のためのディーゼル使用されたエンジン ブロック水冷
指定
| 車の名前:エンジンのシリンダ ブロック |
| 型式番号:C7 |
| シリンダー打撃:127 |
| シリンダー直径:110 |
| 適用:掘削機 |
| 弁:18弁 |
| 冷却:水冷 |
| 注入:電気 |
| 仕事の形態:ターボ |
記述
ひびについて
ひびについて心に留めておくべき何か他のものはそれらが頻繁にたくさんの熱の結果であることである。漏れやすいヘッド ガスケット、水ポンプ、ラジエーターまたは冷却剤のホースは結局エンジンが熱いおよび過熱を動かした冷却剤の損失を可能にするかもしれない。部分的に差し込まれた触媒コンバーター(かディーゼル機関の微粒子フィルターによって)引き起こされる排気の制限はまたエンジンの熱をバックアップできる。従ってサービスで戻される前にエンジンが過熱したかもしれない何でも識別し、除去することは重要である–別の方法であなたのひび修理は短命であるかもしれない。
熱くか冷たい修理
diesel_repair_1Crack修理は(ピンで止め)冷たくまたは熱く作ることができ(溶接し、ろう付けする)。方法は投げることのひびそしてタイプのサイズによって決まる使用した(鋳鉄かアルミニウム)。冷たいひび修理の主な利点は熱を要求しないことである。熱は涼しい鋳造を予備加熱し、掲示するのに必要とされる余分時間を意味しないし鋳造を歪めるか、または歪めることの危険を示さない。シリンダー ヘッドかブロックを熱するにより–特に余りにすぐに冷却すれば金属が冷却するときそれに続く割れることをもたらすかもしれない金属でそれから熱圧力を作成するそれは拡大する。
ピンで止めることによって、ひびのまわりに金属の確認についてのまたより少ない不安がある完全にきれいがある。どの溶接タイプの溶接でもでもグリース、オイルまたは土のような汚染物の自由でなければならない完全にきれいな表面を要求する。これは溶接することができる前に鋳造が前もってきれいにされなければならないことを意味する。また、溶接はダイスの粉砕機が付いているひびの粉砕を要求する従って新しい金属はひびの金属に空間およびヒューズをどちら側でも満たすことができる。
鋳鉄の頭部およびブロックを使うと、ひびの80%通常鉄を使うと修理することができるまたはひびの20%炉の溶接を要求する間、鋼鉄ピンか先を細くされたプラグは、溶接するか、またはろう付けをフレーム溶射する。アルミニウム頭部およびブロックによって、それはちょうど反対である。ひびの20%アルミニウム ピンかプラグによって修理される間、ひびの約80%溶接するタングステン不活性ガス(TIG)によって修理される。
![]()
![]()
![]()